Over 30 Years of SLS Expertise
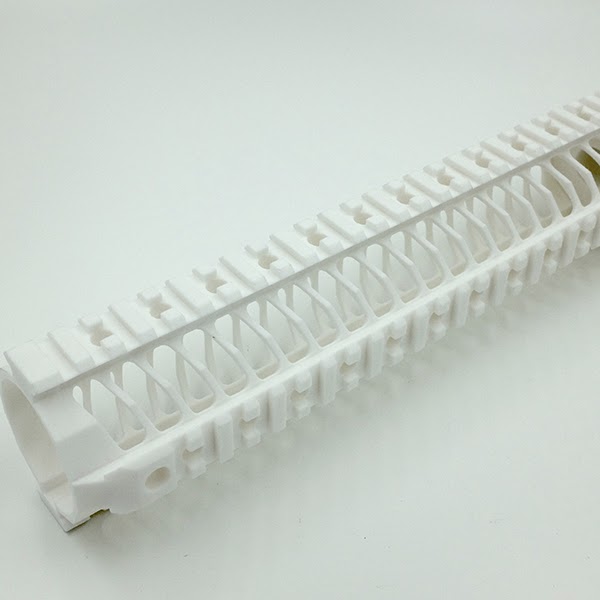
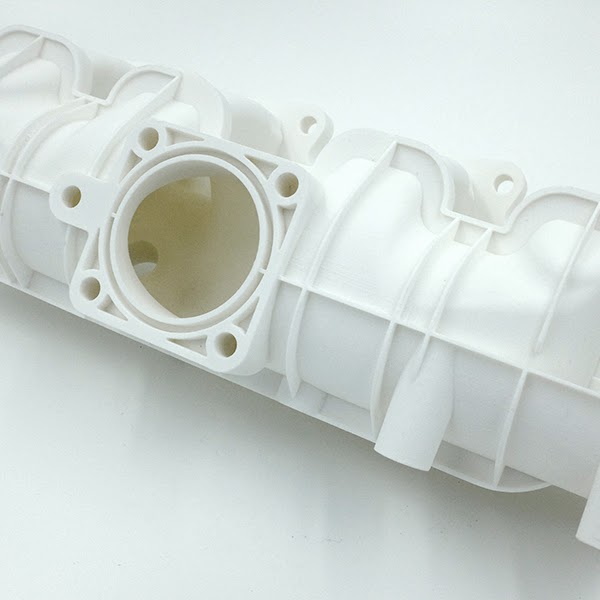
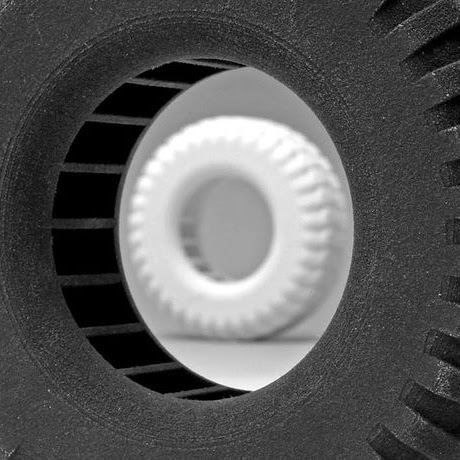
Selective Laser Sintering is a proven powder bed fusion process that produces durable, functional parts for demanding applications in 3D printing. Because the surrounding powder supports the geometry, no support structures are required, which opens up design freedom for channels, lattices, and other complex features.
What sets our service apart is not just the process itself but also the experience behind it. With over 30 years working in advanced manufacturing and additive technologies, we specialize in SLS using PA12 nylon, glass filled GF20 and GF40 grades, and flexible TPC elastomer. That depth of experience means more than running machines. It means knowing how to prepare files, orient parts, control heat, and set unique parameters to get optimal results from each material.
Our customers rely on us for rapid prototypes, production applications, and end use parts that meet strict standards across automotive, medical, aerospace, and consumer sectors. We know how to balance speed, cost, and performance so every build is consistent and repeatable.
SLS is not a push button solution. It takes real process insight, calibration, and ongoing validation. With decades of hands on work, we deliver precision, surface quality, and reliability that turn SLS from a technology into a true production method.

How SLS Works
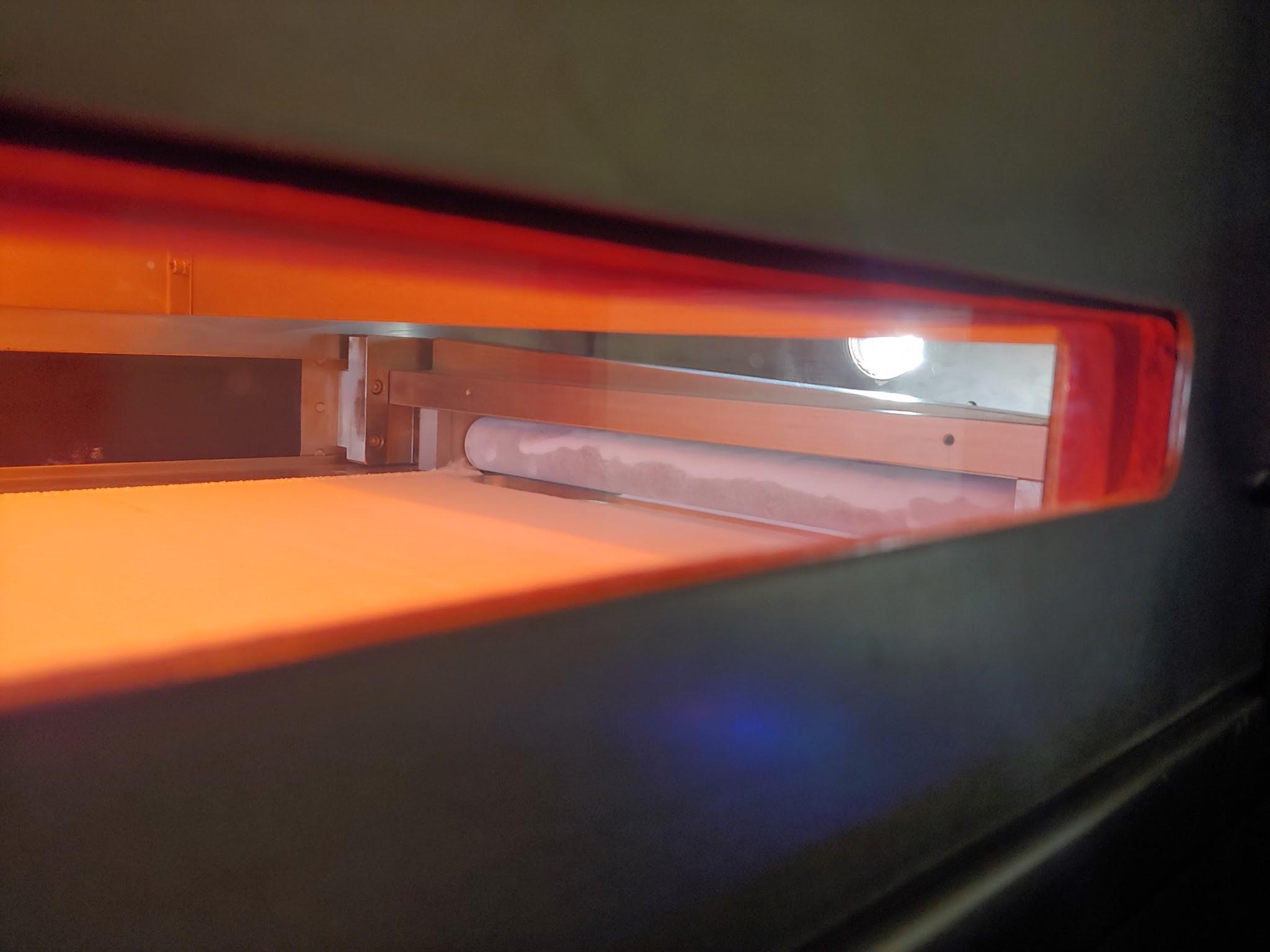
Selective Laser Sintering is a layer by layer process that turns fine powder into solid parts. The build starts with a thin layer of polymer powder spread across a heated chamber. The surface is kept just below the melting point of the material.
A scanning laser then traces the cross section of the part on that layer. Where the beam hits, the powder fuses into a solid mass. The machine lowers the build piston by one layer height, usually between 0.08 and 0.12 millimeters, and another layer of powder is spread across the bed. The laser repeats the scan, bonding each new layer to the one below it.
Unfused powder stays in place around the part, supporting walls, channels, and overhangs. This makes it possible to print complex features without dedicated supports. When the build is finished, the chamber cools in place to reduce stress and warpage. The loose powder is then removed, and the solid parts are cleaned and prepared for finishing.
Because the process relies on tight control of heat and laser energy, settings such as scan speed, scan spacing, and bed temperature must be carefully tuned. Proper calibration ensures strong bonding, consistent size, and repeatable properties. This balance of precision and thermal management is what gives SLS its ability to produce durable, accurate parts with complex geometry.
Are you ready to explore SLS with Panashape?
Industrial SLS Equipment Spotlight
SLS sPro60 HS-HD
One of the machines we use is an upgraded 3D Systems sPro 60 HS-HD SLS machine with digital galvo scanning and multizone chamber heating for exceptional thermal precision. This setup lets us control heat across the entire build area more tightly than most standard SLS systems, delivering parts that are consistently accurate from edge to edge.
We tune parameters like laser power, scan speed, and heating profiles based on our decades of Selective Laser Sintering (SLS) experience. That means each material, whether PA12 nylon, glass filled grades, or elastomers, prints with optimal fusion, fine resolution, and predictable mechanical properties.
Here’s how this system gives you an edge:
- Real time scan path control with high speed galvos helps us maintain tight feature accuracy and sharp detail.
- Zoned heating ensures uniform temperature across the bed to reduce warping and improve repeatability across builds.
- The combination of speed and precision lets us deliver parts that feel high quality and handle real world stress, every time.
In short, this is not a generic SLS setup. It’s a carefully engineered process grounded in 30 years of additive manufacturing experience, designed to give you consistent, best in class results.