
SLS TPC Elastomer for Industrial 3D Printing
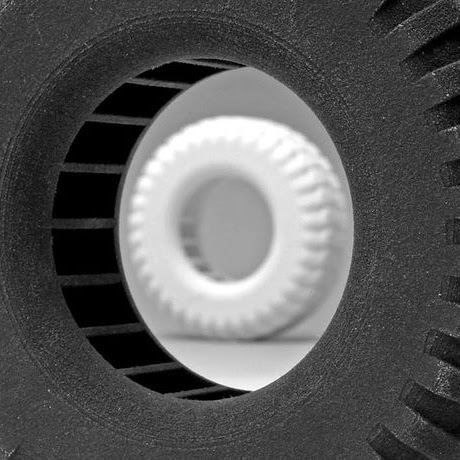
SLS 3D printing with TPC elastomer gives you a flexible material for powder bed fusion. It delivers dense parts with high stretch, quick rebound, and strong tear strength. Detail is clean and small features print well. The natural surface shows a grain and this is normal for this material. We offer dye only for this material.
It performs well around oils, sunlight, and outdoor use. Use it when parts must flex and still hold their shape, such as seals, bellows, soft grips, cable boots, snap lids, and vibration mounts.
What is SLS TPC Elastomer
Selective Laser Sintering uses a laser to fuse thin layers of TPC powder inside a heated chamber. TPC is a thermoplastic copolyester elastomer that behaves like tough rubber. Loose powder supports the part during the build so no extra supports are needed. This enables internal channels, thin walls, and complex shapes with steady size. Parts stretch and spring back after load with reliable energy return. Design with smooth transitions and radii to avoid stress points.
Applications that Benefit from TPC Elastomer
- Seals and gaskets that need stretch and a tight seat.
- Bellows and dust covers that flex through many cycles.
- Cable boots and strain reliefs that protect against bend and pull.
- Vibration mounts and bumpers that absorb shock and reduce noise.
- Soft grips and handles for repeated squeeze and better feel.
- Snap lids and flexible hinges where parts must bend and return.
- Flexible couplers and ducts that allow movement and keep leaks low.
- Protective sleeves and edge guards for tools and fixtures.
TPC Elastomer Material Properties
Heat Resistance
Has good temperature resistance, although it is lower than the nylon options.
Stiffness
The material has low tensile strength but performs better than most elastomers.
Flex
The material has good flexural strength for an elastomer, but it is lower than the nylon options.
Elongation
With elongation at break well over 300%, the material is suitable for many bending applications.
Impact Resistance
Impact resistance is the best of our SLS materials due to the elastomeric properties.
Distortion Resistance
TPC has a polymer backbone that provides better distortion resistance than many other elastomers.
Chemical Resistance
One of the most chemically inert plastics. Can handle water, greases, oils, fuels, hydraulic fluids, and many solvents
Environmental Resistance
Can be used in outdoor environments including UV sunlight. Select dye option to hide slight color change over time.
TPC Elastomer Design Guidelines
Accuracy and Tolerances
We optimize our powder bed fusion systems with regular calibration and thermal profile control to achieve the best possible accuracy and tolerances.
1 σ: ±0.2mm or 0.2%
2 σ: ±0.4mm or 0.4%
Minimum Wall Thickness
This is the thinnest wall we can successfully build. You may accept thinner walls at your own risk.
Standard: 2mm
Minimum Feature Size
This is the smallest thickness for raised text or fine features. Measure the stroke width of the detail, not the full width of a letter.
Width: 0.8mm
Height: 0.3mm
Minimum Recessed Features
This is the smallest depth for recessed text or fine grooves. Measure the stroke width of the cut, not the full width of a letter.
Width: 0.8mm
Depth: 0.3mm
Minimum Hole Size
This is the smallest hole we can clear of powder. Longer or twisting holes need larger diameters so the powder can exit.
All holes should be larger than 2mm in diameter.
Part Spacing
This is the gap needed between two mating pieces such as a lid and a box. Double the value for each facing surface such as interlocking components.
Tight fit: 0.25mm
Smooth fit: 0.50mm
Flatness
Large flat shapes can warp as they cool. Try to add ribs or design reliefs before printing wide plates. We may angle parts in the build if necessary.
Parts over 200 mm and thin long structures may warp
Minimum Angle
This is the smallest angle we recommend to avoid visible layer lines. We optimize part orientation for resolution, accuracy and build speed.
Min Angle: >15°
Minimum Radius
Sharp corners should use a radius. Rounded edges stay stronger and resist damage during handling and finishing. Chamfers are also better.
Min Radius: 1 mm