
SLS PA12 Nylon for Industrial 3D Printing
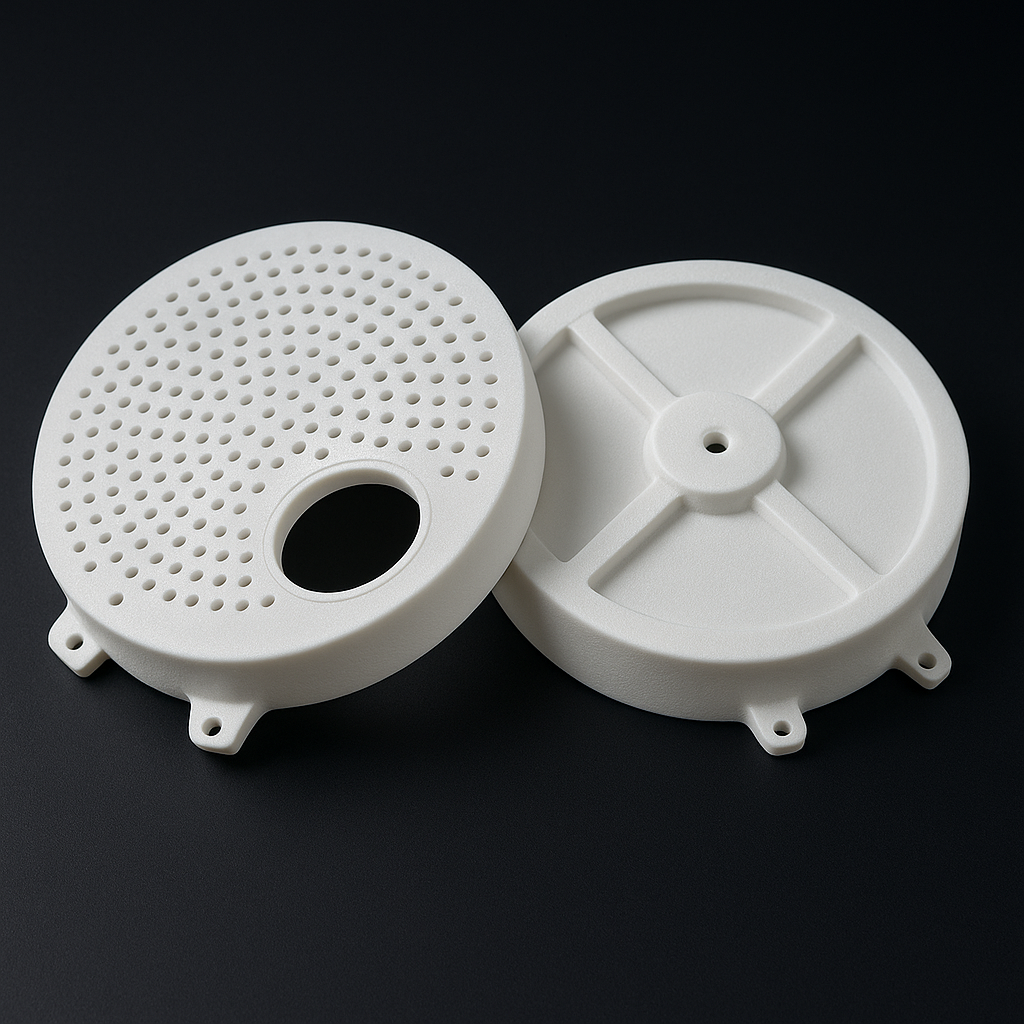
SLS PA12 Nylon is the dependable standard material for powder bed fusion 3D printing. It delivers a balanced mix of strength, stiffness, durability, and chemical resistance with excellent printability. That balance is why engineers rely on it for functional prototypes and end use production parts across many industries. Our standard finish is raw SLS PA12 that presents a matte, slightly porous surface with a fine, sugar like texture. Many projects use this surface as printed. When a cleaner look or lower surface porosity is required, choose from our shot peened or vapor smoothed options for durable and stable production parts with black dye.
What is SLS PA12 Nylon
Selective Laser Sintering uses a laser to fuse thin layers of nylon powder into solid geometry inside a heated build chamber. PA12 refers to nylon 12, a long chain polyamide with low moisture uptake compared with other nylons. The low moisture uptake helps parts hold size and mechanical performance over time. The process supports complex internal features because unsintered powder supports the part during the build. No support structures are required, which reduces post processing and preserves fine details.
Applications that Benefit from PA12 Nylon
- Functional prototypes for housings, brackets, and fasteners used in bench testing and field pilots.
- Production fixtures including nests, soft jaws, and locator blocks that work around complex part geometry.
- Air and fluid handling components such as manifolds, ducts, and guards that require leak resistant walls and stable size.
- Electrical enclosures where low moisture uptake improves gasket performance and long term sealing.
- Consumer and wearables with certain living hinges, snap fits, and repeated use features.
- Automotive under hood clips, cable guides, and sensor mounts that see both heat and fluids.
- Medical and laboratory nonimplant components and housings where cleanliness and wipe down resistance are priorities. Our PA12 is compatible with skin contact applications.
Why Teams Choose PA12 Nylon
Maximum Size
330 x 280 x 400mm (Standard)
330 x 280 x 250mm (Priority)
Value
Most economical SLS material
Repeatability
Has least tolerance variation due to wide process window
Finish Options
PA12 Nylon Material Properties
Heat Resistance
Has good temperature resistance, although it is lower than the GF nylon options.
Stiffness
The material has good tensile strength for enclosure and covers applications.
Flex
The material has good flexural strength for connectors and snap fit applications.
Elongation
With elongation at break of 20%, the material is suitable for complex, thin walled applications.
Impact Resistance
Although not as good as PA11 Nylon, PA12 has good impact resistance for impeller or fan shroud applications
Distortion Resistance
Even under load and elevated temperature, the material resists significant distortion.
Chemical Resistance
One of the most chemically inert plastics. Can handle water, greases, oils, fuels, hydraulic fluids, alkalis and many solvents
Environmental Resistance
Can be used in outdoor environments including UV sunlight. Select dye option to hide slight color change over time.
PA12 Nylon Design Guidelines
Accuracy and Tolerances
We optimize our powder bed fusion systems with regular calibration and thermal profile control to achieve the best possible accuracy and tolerances.
1 σ: ±0.1 mm or 0.1%
2 σ: ±0.3mm or 0.3%
Minimum Wall Thickness
This is the thinnest wall we can successfully build. You may accept thinner walls at your own risk.
Standard: 1 mm
Shot Peened: 1.5 mm
Vapor Smoothed: 2mm
Minimum Feature Size
This is the smallest thickness for raised text or fine features. Measure the stroke width of the detail, not the full width of a letter.
Width: 0.7mm
Height: 0.3mm
Minimum Recessed Features
This is the smallest depth for recessed text or fine grooves. Measure the stroke width of the cut, not the full width of a letter.
Width: 0.5mm
Depth: 0.3mm
Minimum Hole Size
This is the smallest hole we can clear of powder. Longer or twisting holes need larger diameters so the powder can exit.
All holes should be larger than 1.5 mm in diameter.
Part Spacing
This is the gap needed between two mating pieces such as a lid and a box. Double the value for each facing surface such as interlocking components.
Tight fit: 0.15mm
Smooth fit: 0.25mm
Flatness
Large flat shapes can warp as they cool. Try to add ribs or design reliefs before printing wide plates. We may angle parts in the build if necessary.
Parts over 140 mm and thin long structures may warp
Minimum Angle
This is the smallest angle we recommend to avoid visible layer lines. We optimize part orientation for resolution, accuracy and build speed.
Min Angle: >15°
Minimum Radius
Sharp corners should use a radius. Rounded edges stay stronger and resist damage during handling and finishing. Chamfers are also better.
Min Radius: 1 mm